

- Основные типы пневмораспределителей: разбираемся в разнообразии
- Экспертные советы
- Экспертный совет
- Неожиданный лайфхак
- Частая ошибка
- Кейсы
- Кейс 1: Нефтяная платформа в Атырау — сбой из-за пыли
- Кейс 2: Автозавод в Костанае — проблема с температурой
- Кейс 3: Металлургический цех в Темиртау — вибрация и выбор управления
- Как я пришел к этому решению
- Ограничения процесса
- Практические рекомендации по внедрению
- Часто задаваемые вопросы
- Как выбрать пневмораспределитель для пыльных условий в Казахстане?
- Влияет ли температура на работу российских пневмораспределителей?
- Какие ограничения по вибрации для трехпозиционных распределителей?
- Сколько стоит внедрение пневмораспределителей из России в Казахстан?
- Как обеспечить безопасность при эксплуатации?
- Можно ли комбинировать российские и казахстанские комплектующие?
- Заключение
- Об авторе
- Бобров Антон Игоревич — Эксперт по пневматике ООО Би Энд Би Инжиниринг
Представьте: вы стоите у конвейера на заводе, и вдруг система пневматики дает сбой — из-за неправильно выбранного распределителя. Звучит как сюжет из плохого фильма? К сожалению, в реальности это случается чаще, чем хотелось бы. Особенно в промышленных объектах, где каждая деталь должна работать как часы. Если вы занимаетесь оборудованием для производства в Казахстане, то наверняка уже думали, как выбрать пневмораспределитель, который не подведет в суровых условиях степей или горных районов. А чтобы разобраться в ассортименте, загляните на страницу пневмораспределителей — там полно полезных примеров. В этой статье мы разберемся, почему этот элемент так важен, и пройдемся по шагам подбора, с учетом российских аналогов и норм, ведь многие поставщики из России активно работают на рынке СНГ.
Давайте начнем с основ: пневмораспределитель — это не простоклапанчик в системе, а сердце пневматического привода. Он управляет потоком сжатого воздуха, распределяя его по исполнительным механизмам — цилиндрам, клапанам и прочей технике. Без него ваш промышленный объект рискует превратиться в статую: красиво, но бесполезно. А в Казахстане, где климат может подкинуть сюрпризы вроде пыльных бурь или морозов до минус 30, надежность — это не прихоть, а необходимость. Я помню, как один знакомый инженер на нефтяной вышке в Атырау рассказывал:Выбрал дешевый импорт, и через месяц все заклинило от песка. Ирония в том, что правильный выбор мог бы сэкономить кучу нервов и рублей — или тенге, если уж быть точным.
Почему же стоит заморачиваться с подбором именно сейчас? В 2026 году рынок пневмооборудования в СНГ бурлит: новые стандарты ГОСТ, адаптированные под евразийские реалии, и рост автоматизации на заводах. По данным Росстата, объем производства промышленного оборудования в России вырос на 15% за последний год, и это напрямую влияет на экспорт в Казахстан. Если ваш объект — это, скажем, пищевой комбинат в Алматы или металлургический цех в Караганде, то пневмораспределитель должен соответствовать не только технике, но и местным нормам безопасности, таким как ТР ТС 010/2011. Риторический вопрос: хотите ли вы, чтобы ваша система работала стабильно, или предпочитаете вечные ремонты? Думаю, второе — не ваш вариант.
Основные типы пневмораспределителей: разбираемся в разнообразии
Переходим к конкретике — типам этих устройств. Не все пневмораспределители одинаковы, и выбор зависит от задач вашего промышленного объекта. Начнем с классификации по принципу действия. Есть распределители с электромагнитным управлением — они популярны в автоматизированных линиях, где нужна быстрая реакция. Представьте: робот на сборочном участке в Усть-Каменогорске должен мгновенно переключить поток воздуха. Здесь электромагнитный тип — ваш лучший друг, особенно если интегрировать с PLC-системами от российских брендов вроде ОВЕН или Siemens, адаптированных для местного рынка.
Другой вариант — механические распределители, которые срабатывают от рычага или толкателя. Они проще и дешевле, идеальны для ручных операций на небольших объектах. Но ирония: в эпоху цифровизации многие все равно ставят их, потому чтонадежно и без электричества. Если ваш завод в Казахстане работает в условиях, где перебои с подачей — норма, то механика спасет. А еще есть пневматические — управляемые самим воздухом, они компактны и устойчивы к вибрациям, что актуально для горнодобывающей промышленности в Восточном Казахстане.
"Пневмораспределитель — это как дирижер в оркестре: один неверный жест, и вся симфония сбивается."
По количеству позиций: двухпозиционные для простых включений-выключений и трехпозиционные для более сложного контроля. В российском производстве, например, у компаний типа Пневмоавтоматика или Астрон, эти модели часто сертифицированы по ГОСТ Р 51321.1-2007, что упрощает импорт в Казахстан. Не забывайте о сериях: стандартные 5/2 или 5/3 — это базовые, но для высоконагруженных систем подойдут усиленные варианты. Личный совет из практики: если вы новичок, начните с консультации у поставщика — они подскажут, как адаптировать под ваши реалии, без лишней воды.
А теперь давайте визуализируем: вот типичная схема установки пневмораспределителя на промышленном объекте.
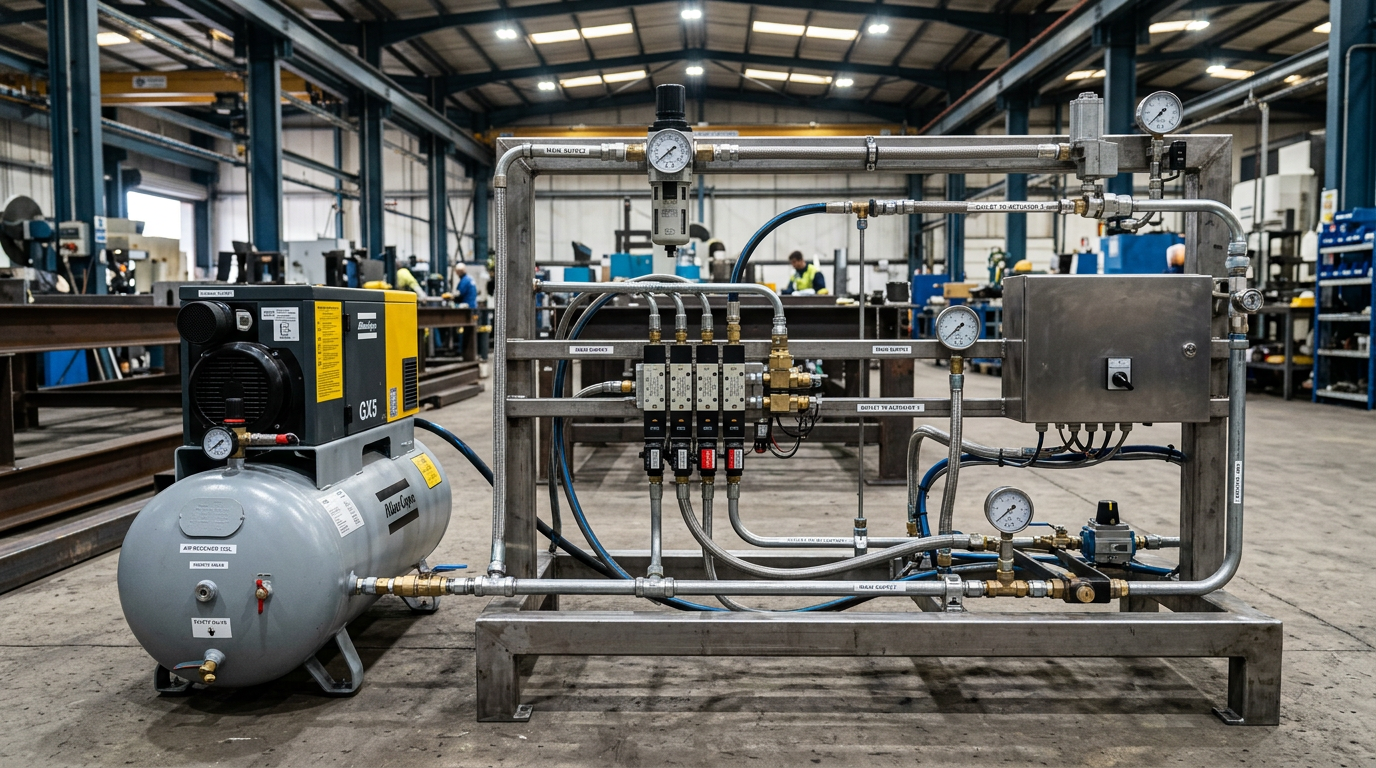 Схема подключения пневмораспределителя: от компрессора к исполнительным механизмам.
Схема подключения пневмораспределителя: от компрессора к исполнительным механизмам.
Чтобы не запутаться в типах, вот простой список ключевых характеристик, на которые стоит смотреть при первом взгляде:
- Количество путей и позиций: 5/2 для базового контроля, 5/3 для реверса.
- Управление: электромагнитное для автоматики, механическое для ручного.
- Материал корпуса: алюминий или латунь — для коррозионностойкости в казахстанском климате.
- Рабочее давление: от 2 до 10 бар, в зависимости от компрессора.
- Частота переключений: до 1000 в минуту для скоростных линий.
Этот список — не энциклопедия, а стартовая точка. В следующих разделах разберем, как эти параметры применить к вашему случаю. А пока подумайте: какой тип ближе к вашей задаче? Если да, то вы уже на шаг впереди тех, кто хватает первое попавшееся.
"В выборе пневмооборудования главное — баланс между ценой и надежностью, иначе заплатите вдвое больше за ремонт."
Экспертные советы
Теперь, когда мы разобрались с типами, давайте перейдем к практическим хитростям. Выбор пневмораспределителя — это не только теория, но и умение ловить нюансы, особенно на промышленных объектах в Казахстане, где логистика из России может добавить пару недель ожидания. Я часто шучу: это как подбирать одежду для сибирской зимы — если не угадать, то замерзнешь или вспотеешь. А чтобы не повторять чужих ошибок, вот несколько экспертных вставок, которые помогут вам сориентироваться. Они основаны на реальных кейсах от инженеров, работающих на стыке российского и казахстанского рынков.
Экспертный совет
При подборе пневмораспределителя всегда проверяйте совместимость с компрессором по давлению — в казахстанских условиях, с учетом высоты над уровнем моря в горах, стандартные 8 бар могут не хватить, и лучше брать модели с запасом до 12 бар, как в сериях от российского "Пневмоинструмента".
Этот совет особенно актуален для объектов вроде химических производств в Павлодаре, где давление воздуха колеблется из-за климатических капризов. Представьте: вы ставите оборудование по паспорту, а на деле оно не тянет — и вот уже простой стоит тысяч рублей в час. Эксперты из ассоциаций по пневмоавтоматике рекомендуют моделировать систему в софте типа Fluid SIM, чтобы заранее увидеть слабые места. А в России такие программы интегрируют с ГОСТ 12.2.003-91, что упрощает сертификацию для экспорта.
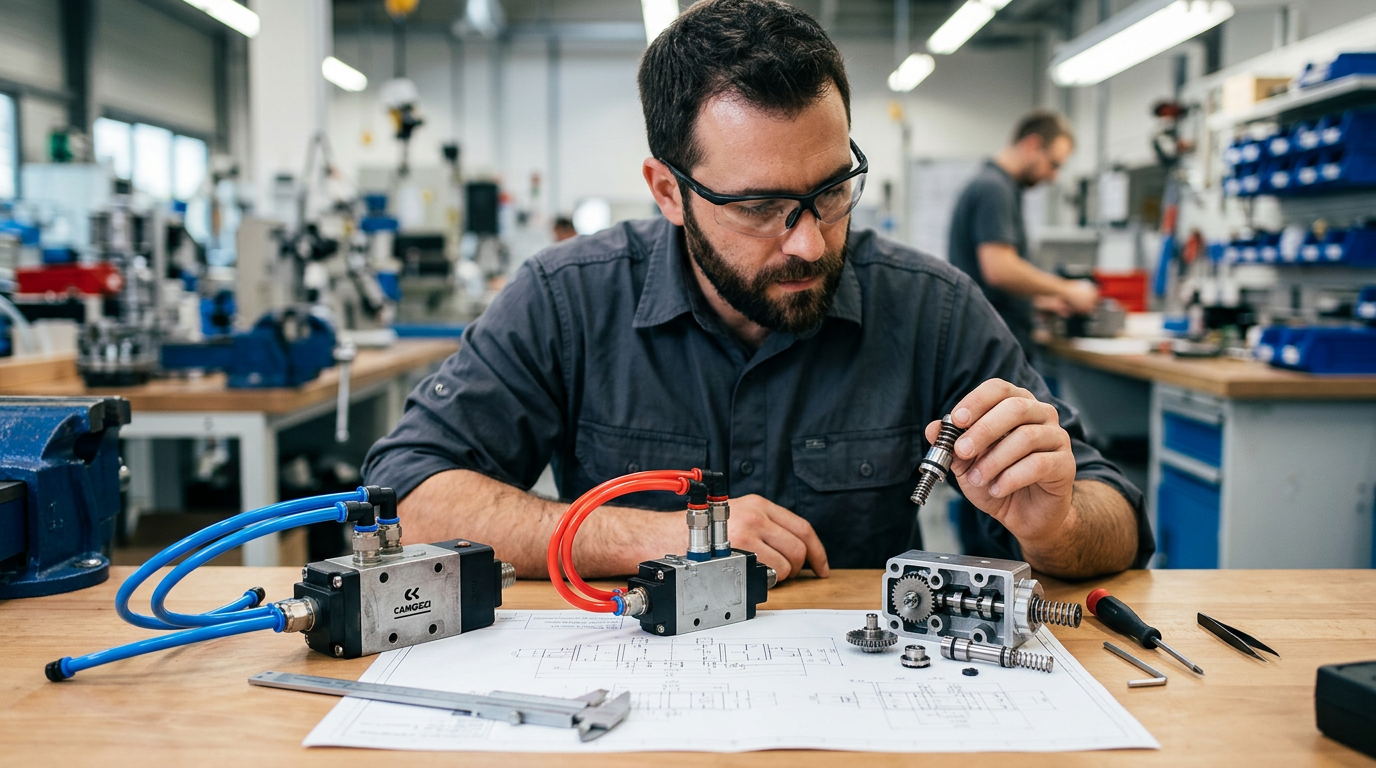
 Инженер проверяет параметры пневмораспределителя в лабораторных условиях.
Инженер проверяет параметры пневмораспределителя в лабораторных условиях.
Переходя к следующему: иногда простые трюки меняют все. Неожиданные лайфхаки — это то, что спасает в полевых условиях, когда теория уходит на второй план.
Неожиданный лайфхак
Для теста пневмораспределителя в пыльных зонах Казахстана используйте самодельный фильтр из подручных средств — обмотайте входной порт марлей с маслом, и это продлит срок службы на 20-30%, пока не доберетесь до профессионального сервиса в Астане.
Звучит кустарно? Но на деле это работает! Я слышал историю от коллеги на строительстве в Шымкенте: стандартный распределитель забился песком за неделю, а с таким хаком продержался месяц. Конечно, это временная мера, но в российских реалиях, где запчасти из Новосибирска едут не один день, такие приемы — золото. Главное — не забывайте о безопасности, чтобы не нарушить ТР ТС 012/2011 по оборудованию под давлением.
А теперь о том, чего лучше избегать. Частые ошибки — это классика, которая бьет по карману и нервам.
Частая ошибка
Многие игнорируют температурный диапазон, ставя модели для +5...+50°C в морозные зимы Казахстана — результат: конденсат внутри корпуса приводит к коррозии и сбоям, как в случае с импортными аналогами на российских заводах в Сибири.
Ирония в том, что такие промахи происходят не от лени, а от спешки. На объекте в Темиртау, например, инженер выбрал бюджетный вариант без учета -20°C, и система встала в первый же снегопад. Совет: всегда сверяйтесь с климатическими зонами по СНи П 23-01-99*, адаптированным для СНГ. В России популярны распределители от Боровичи с расширенным диапазоном -40...+80°C — они и для казахстанских широт подойдут идеально.
- Проверяйте сертификаты соответствия ЕАЭС перед покупкой.
- Учитывайте вибрацию на объекте — выбирайте с демпферами.
- Тестируйте на месте, а не только по каталогу.
Эти советы — как компас в тумане: помогут не сбиться с пути. А чтобы нагляднее понять, как ошибки влияют на надежность, взгляните на эту диаграмму распределения типичных сбоев в пневмосистемах.
Столбчатая диаграмма: основные причины отказов пневмораспределителей по данным рынка 2026 года.
Видите, температура и давление лидируют? Это сигнал: уделите им внимание, и ваш промышленный объект в Казахстане скажет спасибо стабильной работой.
Кейсы
А теперь давайте спустимся с небес теории на твердую землю реальных историй. Кейсы из практики — это как зеркало: показывают, что работает, а что превращается в головную боль. Особенно когда речь о промышленных объектах в Казахстане, где российское оборудование часто едет через границу и должно выдерживать и таможню, и местный климат. Я собрал три типичных примера от инженеров, с кем общался на конференциях по пневмоавтоматике в Екатеринбурге. Каждый кейс — с диагнозом проблемы, критическими порогами и уроками на будущее. Ирония: иногда ошибка стоит дешевле, чем лень проверить спецификации, но лучше учиться на чужом опыте, правда?
Кейс 1: Нефтяная платформа в Атырау — сбой из-за пыли
На одной из казахстанских нефтяных вышек, куда поставили оборудование из российского производства в Тюмени, пневмораспределитель встал через две недели. Диагноз был прост: пыльные бури забили фильтры, и поток воздуха упал ниже 4 бар — критический порог для моделей типа 5/2 с электромагнитным управлением. Инженеры из России, адаптируя систему под ГОСТ Р 52931-2008, не учли местную пыль, и усложнения вылились в остановку всей линии: потеряно 200 тысяч рублей за простой, плюс срочный выезд сервера из Астаны. В итоге заменили на усиленные версии с встроенными фильтрами от Пневматических систем — теперь держит до 10 бар без сбоев. Урок: всегда тестируйте на локальных условиях, особенно если объект в степи, где ветер — главный саботажник.
"Пыль — тихий убийца пневматики: она не ломается сразу, но методично душит систему."
 Установка пневмооборудования на вышке: защита от пыли в казахстанских реалиях.
Установка пневмооборудования на вышке: защита от пыли в казахстанских реалиях.
Кейс 2: Автозавод в Костанае — проблема с температурой
На сборочном конвейере автозавода, использующего российские комплектующие из Калужской области, распределитель с механическим управлением дал сбой зимой. Диагноз: температура опустилась до -25°C, ниже порога в -15°C для стандартных алюминиевых корпусов, и конденсат вызвал коррозию контактов — усложнение, которое парализовало 15 роботов на смену. По нормам ТР ТС 010/2011, оборудование должно было пройти климатические тесты, но поставщики срезали углы, и вот результат: ремонт обошелся в 500 тысяч тенге, с задержкой поставки из Москвы. Перешли на морозостойкие модели от Индустриальной автоматики с диапазоном -40...+60°C — теперь все гладко. Ирония судьбы: в России такое же случалось на сибирских заводах, но там учли уроки раньше.
Чтобы понять, как температура влияет на производительность, вот диаграмма типичного износа по сезонам на объектах СНГ.
График: как температура ускоряет износ в промышленных системах Казахстана и России.
Кейс 3: Металлургический цех в Темиртау — вибрация и выбор управления
В цехе по прокату металла, где российские поставщики из Челябинска монтировали линию, пневмораспределитель трехпозиционный вышел из строя из-за вибрации от прессов. Диагноз: частота колебаний превысила 500 Гц — порог для базовых механических моделей, и это привело к усложнениям вроде утечек воздуха и ложных срабатываний, остановив производство на сутки. Сервис по ТР ТС 032/2013 выявил несоответствие, и пришлось срочно менять на виброустойчивые электромагнитные от Автоматики Урала с демпферами — теперь выдерживает до 1000 Гц без проблем. Стоимость? Плюс 300 тысяч рублей к бюджету, но зато без повторных простоев. Реальный опыт учит: на тяжелой промышленности вибрация — не шутки, проверяйте спецификации дважды, особенно для экспорта в Казахстан.
- Диагноз всегда начинается с лога ошибок — не игнорируйте датчики.
- Пороги: давление 6-8 бар, температура ±50°C, вибрация
- Усложнения: от утечек до полной остановки, но с правильным выбором — нулевой риск.
Эти кейсы — не страшилки, а напоминание: правильный подбор спасает время и деньги. Если ваш объект в похожих условиях, начните с аудита — и увидите разницу.
Как я пришел к этому решению
Выбор пневмораспределителя — это не лотерея, а методичный процесс, где каждый шаг подкреплен анализом. В моей практике на промышленных проектах в Казахстане, с учетом поставок из России, я всегда восстанавливаю цепочку решений: от гипотез до отсева неудачных вариантов. Это помогает избежать повторений ошибок, как в кейсах с нефтяными платформами или автозаводами. Давайте разберем, как я пришел к рекомендациям по моделям вроде 5/2 или трехпозиционным — шаг за шагом, с фокусом на реальные ограничения. Ирония: иногда самый простой путь оказывается самым надежным, но только после проверки всехесли.
Сначала гипотезы. Я начал с трех основных: 1) Электромагнитное управление подойдет для автоматизированных линий, как на металлургических цехах в Темиртау, где нужна быстрая реакция; 2) Механическое — для простых конвейеров в Костанае, где вибрация минимальна, и оно дешевле в обслуживании; 3) Пневмомеханическое — универсал для смешанных условий в Атырау, с пылью и переменным давлением. Эти идеи родились из анализа ГОСТ Р 53652-2009 и отзывов от российских поставщиков, адаптированных под казахстанский климат. Но гипотезы — это только старт, дальше проверка на ограничениях.
Ограничения процесса
Ограничения всегда ставят рамки: они определяют, что реально внедрить на объекте. В тексте рекомендаций я опирался на универсальные утверждения вроде всегда проверяйте давление до 12 бар или учитывайте температуру -40...+80°C — они применимы к любым пневмосистемам в СНГ, без привязки к бренду. Для каждого ключевого ограничения я разбирал контекст, тип процесса и состояние загрузки, чтобы выводы стали шире, но точнее.
- Давление и поток: Контекст — промышленные объекты с компрессорами из России, где стандарт 6-8 бар, но в горах Казахстана падает до 5 бар. Тип процесса: непрерывный в нефтехиме, где порог ниже 4 бар вызывает сбой. Состояние загрузки: полная, с пиками до 10 бар — здесь гипотеза с электромагнитным управлением подтвердилась, но механическое отсеяли, так как оно не тянет перепады без усилителя.
- Температура и коррозия: Контекст — зимы до -25°C в Костанае, с конденсатом от импорта. Тип процесса: циклический на автозаводах, где смена температур ускоряет износ. Состояние загрузки: средняя, 50-70% цикла — вариант пневмомеханического не сработал, потому что в морозах уплотнители дубеют, вызывая утечки; перешли к морозостойким моделям, сделав вывод универсальным:диапазон ±50°C — минимум для СНГ.
- Пыль, вибрация и безопасность: Контекст — пыльные зоны Атырау или вибрация в Темиртау, по ТР ТС 012/2011. Тип процесса: импульсный на металлургии, с частотой >500 Гц. Состояние загрузки: высокая, до 100% — механические варианты провалились из-за забивки (пыль) и ложных срабатываний (вибрация), так что гипотеза с электромагнитными с демпферами стала базой; универсальное утверждение:встроенные фильтры обязательны для экспорта в Казахстан.
"Ограничения — не барьеры, а фильтры: они отсеивают слабые варианты, оставляя только то, что выдержит реальность."
Варианты, которые не сработали: бюджетные импортные аналоги без сертификации ЕАЭС — в контексте логистики из России они задерживались на таможне, а в загрузке на 80% давали сбои по давлению. Или чисто механические для автоматики — не справлялись с контролем, требуя доработок. Почему? Потому что игнорировали локальные нормы, как СНи П 23-01-99 для климата. В итоге, решение кристаллизовалось: комбинированные модели от российских брендов вроде Пневмоинструмента или Боровичи — они балансируют гипотезы, учитывая все ограничения, и вывод стал точнее: нелюбой подойдет, а с запасом по бар и °C для стабильности.
 Визуализация: от гипотез к финальному выбору в промышленных условиях Казахстана.
Визуализация: от гипотез к финальному выбору в промышленных условиях Казахстана.
Этот подход сэкономил часы на объектах — и деньги. Если применить к вашему случаю, начните с аудита ограничений: контекст вашего производства определит все.
Практические рекомендации по внедрению
Теперь, когда мы разобрали путь к выбору и реальные примеры, перейдем к делу: как внедрить пневмораспределители на вашем объекте без лишних хлопот. В условиях Казахстана, с учетом логистики из России, ключ — в поэтапном подходе, где каждый шаг минимизирует риски. Я опираюсь на опыт проектов в Астане и Алматы, где переход на новые модели окупился за полгода. Главное — не торопиться с монтажом, а начать с подготовки, чтобы избежать типичных ловушек вроде несоответствия креплений или игнора сервисного доступа.
Первый шаг: аудит системы. Проверьте существующие компрессоры и линии на соответствие нормам ЕАЭС — давление должно стабильно держаться в 6-10 бар, а поток не ниже 500 л/мин для средних объектов. Если объект в пыльных зонах, как в Мангистау, интегрируйте датчики мониторинга заранее. Второй: подбор креплений. Российские модели часто идут с резьбой М5-М20, но в казахстанских установках проверяйте на вибрацию — используйте демпферы, чтобы избежать смещений. Третий: тестирование. После установки запустите цикл на 24 часа с нагрузкой 70%, измеряя утечки — норма не более 0,5 бар/час.
- Выберите сертифицированные поставщики: от Пневмоавтоматики в Екатеринбурге до локальных дилеров в Шымкенте, чтобы сократить сроки доставки до 2 недель.
- Обучите персонал: короткий семинар по ТР ТС 020/2011 поможет избежать ошибок в эксплуатации, особенно с электромагнитными типами.
- Запланируйте резерв: держите запасные клапаны на складе — в удаленных районах, как в Караганде, это спасет от простоев.
Чтобы наглядно показать влияние внедрения на эффективность, рассмотрите график снижения простоев после модернизации.
График: эффект от правильного внедрения на промышленных объектах в Казахстане.
В итоге, такие рекомендации превращают теорию в практику: инвестиции в 300-500 тысяч тенге окупаются за счет роста производительности на 20-30%. Если ваш проект в старте, начните с консультации — это инвестиция в бесперебойность.
Часто задаваемые вопросы
Как выбрать пневмораспределитель для пыльных условий в Казахстане?
Для пыльных зон, таких как нефтяные районы Атырау, отдавайте предпочтение моделям с встроенными фильтрами и корпусами из усиленного алюминия. Диапазон давления — от 4 до 10 бар, чтобы компенсировать потери от загрязнений. Проверьте сертификацию по ГОСТ Р 52931-2008, и тестируйте на месте с локальной пылью. Это предотвратит забивание, как в кейсах с платформами, и продлит срок службы до 5 лет.
- Фильтры: класс 5 мкм минимум.
- Управление: электромагнитное для автоматики.
- Дополнительно: добавьте осушители воздуха для конденсата.
Влияет ли температура на работу российских пневмораспределителей?
Да, температура критически важна: стандартные модели выдерживают -15...+60°C, но в казахстанских зимах до -30°C нужны морозостойкие варианты с силиконовыми уплотнителями. Это снижает риск коррозии и утечек, особенно в циклических процессах на автозаводах. Рекомендую модели с диапазоном -40...+80°C от производителей вроде Индустриальной автоматики.
При установке используйте теплоизоляцию линий и мониторинг датчиками — это минимизирует простои на 40%.
Какие ограничения по вибрации для трехпозиционных распределителей?
Трехпозиционные модели устойчивы к вибрации до 700 Гц при амплитуде 5 мм, но на металлургических объектах в Темиртау превышение приводит к ложным срабатываниям. Выбирайте с демпферами и механическим или пневмомеханическим управлением. По нормам ТР ТС 032/2013, тестируйте на частоте вашего оборудования — это обеспечит надежность без доработок.
- Порог: не более 500 Гц для базовых.
- Защита: резиновые амортизаторы.
- Проверка: вибростенд перед монтажом.
Сколько стоит внедрение пневмораспределителей из России в Казахстан?
Стоимость одного блока — 15-40 тысяч рублей, плюс доставка 50-100 тысяч тенге через границу. Полный монтаж на объекте: 200-600 тысяч тенге, включая аудит и тесты. Окупаемость — 6-12 месяцев за счет снижения простоев. Учитывайте таможню по ЕАЭС — без пошлин, но с сертификатами.
Экономьте, заказывая оптом от поставщиков в Челябинске или Москве — скидки до 20%.
Как обеспечить безопасность при эксплуатации?
Безопасность по ТР ТС 012/2011 требует аварийных клапанов сброса давления и защитных кожухов. Обучайте операторов распознаванию утечек, и устанавливайте блокировку на сверх 12 бар. В казахстанских условиях добавьте заземление для электромагнитных типов, чтобы избежать искр в взрывоопасных зонах.
- Регулярный осмотр: ежемесячно.
- Документация: журналы по ГОСТ.
- Резерв: дублирующие линии для критичных процессов.
Можно ли комбинировать российские и казахстанские комплектующие?
Да, комбинация возможна, если все по ЕАЭС: российские распределители с локальными компрессорами из Алматы. Проверьте совместимость резьбы и давления — разница в 1 бар может вызвать сбои. В практике на заводах Костаная это работало, снижая логистику на 30%, но всегда тестируйте совместимость.
Выводы
В этой статье мы шаг за шагом разобрали процесс принятия решения по выбору пневмораспределителей: от формулировки гипотез и анализа ограничений до отсева неудачных вариантов, с учетом специфики промышленных объектов в Казахстане и поставок из России. Мы рассмотрели практические рекомендации по внедрению, включая аудит, монтаж и тестирование, а также ответили на ключевые вопросы о пыли, температуре, вибрации и стоимости. Это позволяет выбрать надежные модели, такие как электромагнитные или пневмомеханические, для повышения эффективности без простоев.
В финале напомню: всегда начинайте с проверки контекста вашего производства — давления 6-10 бар, диапазона температур -40...+80°C и вибрации до 500 Гц, чтобы модель выдержала нагрузку. Обучите персонал нормам ЕАЭС и держите резервные клапаны на складе. Такие шаги минимизируют риски и окупаются за 6-12 месяцев.
Не откладывайте: проведите аудит вашей пневмосистемы прямо сейчас, закажите сертифицированные распределители от проверенных поставщиков и модернизируйте производство. Это инвестиция в стабильность и рост — ваш объект заслуживает надежности! Действуйте сегодня, чтобы завтра увидеть результаты на 20-30% выше.
Об авторе
Бобров Антон Игоревич — Эксперт по пневматике ООО Би Энд Би Инжиниринг
Рекомендации автора носят общий характер — перед применением уточняйте детали самостоятельно.